
MIM
魅力ある
夢を形にする技術
夢を形にする技術
微細成型技術に自信あり、マイクロ部品を手掛け未来創造
MIM(メタルインジェクション)製法は金属粉末とバインダーを混ぜ合わせ、金型に射出成形し、最終的に焼結することで金属製品を製作する技術です。
キャステムではいち早くメタルインジェクション法(金属粉末射出成形法)に着目し、アメリカからの技術輸入に頼ることなく独自に研究開発を進め、1991年には米国で特許取得しMIM製法を完成させました。
各拠点工場で金型製作から素形材生産と一貫体制で薄肉小物、複雑形状の金属製品を手掛けております。
キャステムではいち早くメタルインジェクション法(金属粉末射出成形法)に着目し、アメリカからの技術輸入に頼ることなく独自に研究開発を進め、1991年には米国で特許取得しMIM製法を完成させました。
各拠点工場で金型製作から素形材生産と一貫体制で薄肉小物、複雑形状の金属製品を手掛けております。
MIMにおける CASTEM Color



ご提案例
01
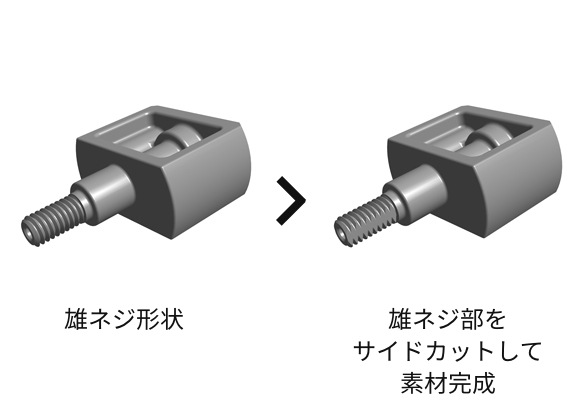
加工レス
02
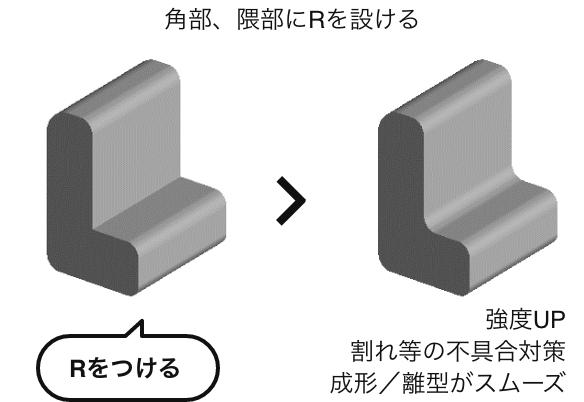
品質向上
03
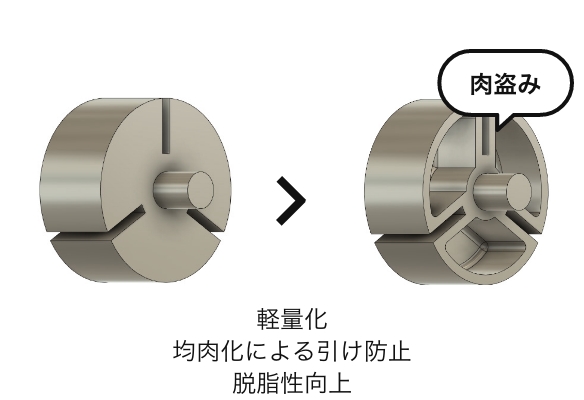
除肉・軽量化
製造工程
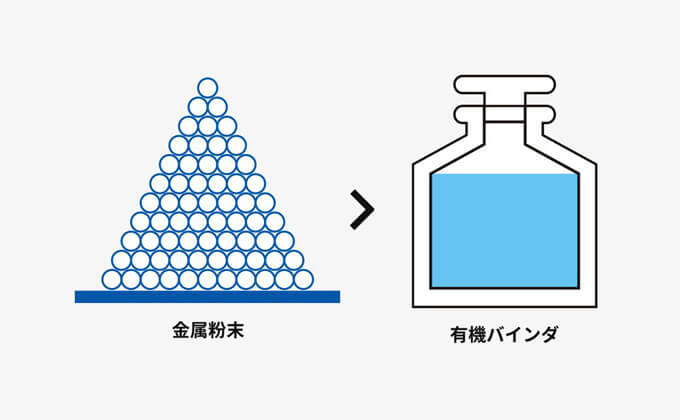
01.原料
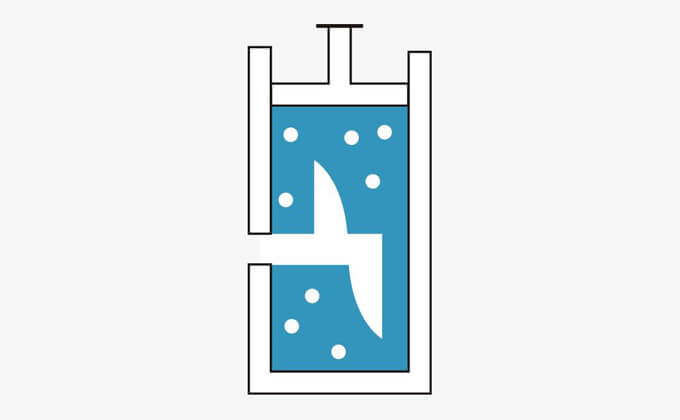
02.混練
金属粉末と有機バインダを混練し、コンパウンドする。
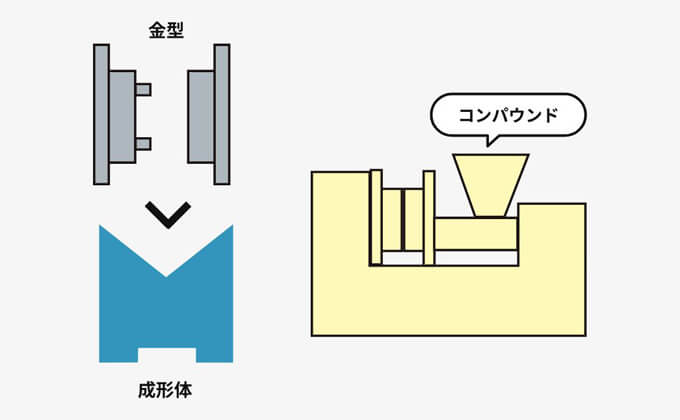
03.射出成形
加熱したコンパウンドを金型内部に注入し、成形体を製作。
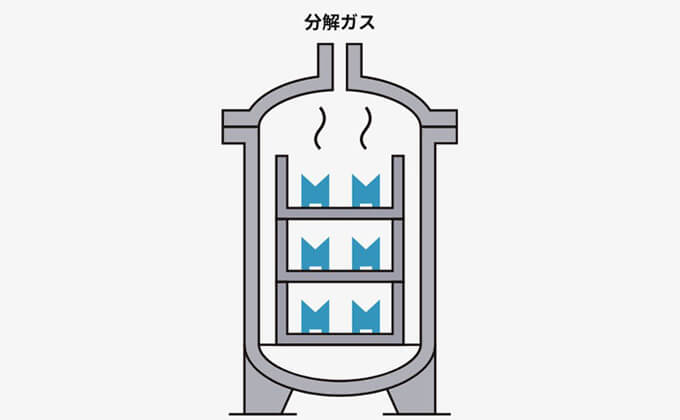
04.脱脂
成形体から有機バインダを取り除く。
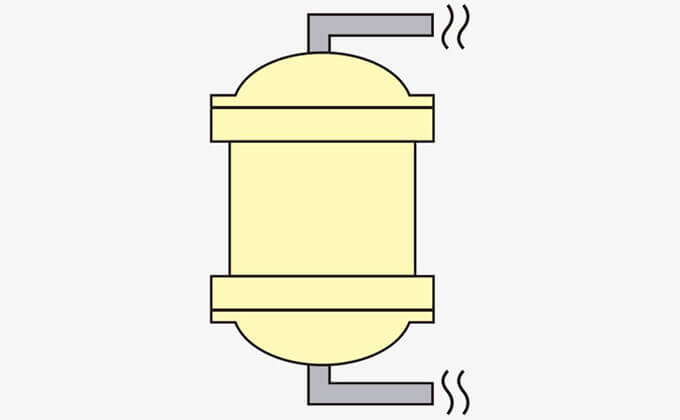
05.焼結
高温にて高密度の焼結体を製作。
06.検査
品質を満たしているか様々なチェックを行い、完成。

射出成形体とMIM焼結体
左が成形体、右が焼結体です。等収縮の為、高精度の製品が得られます。
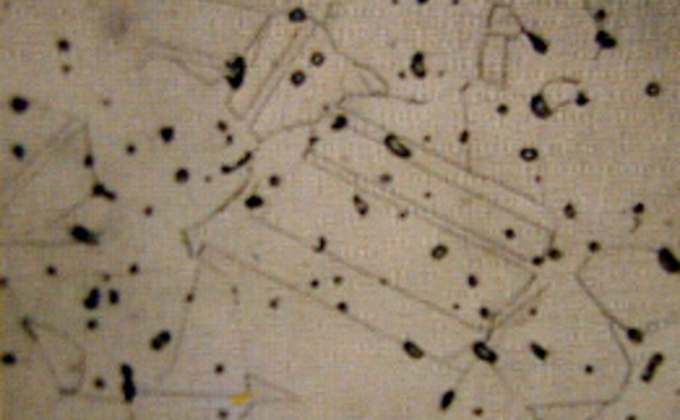
MIM
密度95%以上で、空孔は丸い独立した形をとっているため、機械的強度が優れています。
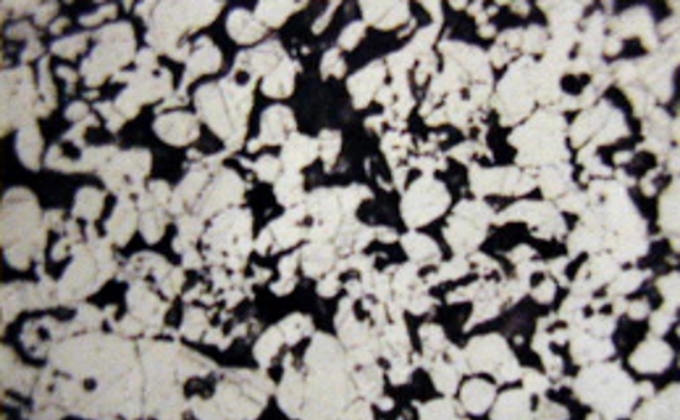
通常焼結
密度88%程度で空孔が結晶粒界に沿って多く点在しているため、機械的強度が劣ります。

ねじり、曲げ等、溶製材と同等の性質を示します。(写真はSUS304 品)
資料ダウンロード
材質
| 分類 | 材質 |
|---|---|
| Cr-Mo鋼 | SCM415 |
| Ni-Cr-Mo鋼 | SNCM439 |
| 工具鋼 | SKD11 |
| ハイス鋼 | SKH57 |
| ステンレス合金(オーステナイト系)(マルテンサイト系)(析出硬化系) | SUS304L、SUS316L、SUS420J2、SUS630(17-4PH) |
| 耐熱鋼 | HK-30 |
| 特殊鋼 | コバール、パーマロイ、Co-Cr-Mo合金、Fe-3%Si、ステライト6 |
| 超硬 | WC-10%Co |
| 磁性・低熱膨張合金 | Fe-42%Ni |
| チタン | 純Ti、6AL4VTi |
公差表(㎜)
| 寸法 | 並級 |
|---|---|
| 0~5 | ±0.10 |
| 5~10 | ±0.10 |
| 10~20 | ±0.15 |
| 20~50 | ±0.20 |
| 50~ | ±1.0% |
| 角度 | ±1.0° |
サイズの目安
| 最小サイズ | 約数mm |
|---|---|
| 最大サイズ | 約10cm |
| 最小重量 | 約1g程度(肉厚0.2mm〜5mm程度) |
| 最大重量 | 約100g |